In many warehouses, fulfillment centers, and manufacturing plants, cardboard shredding is treated as an “easy win”—feed used cardboard into a shredder and instantly get protective void fill. In reality, improper cardboard preparation is one of the most common reasons behind machine jams, inconsistent output, poor cushioning performance, and unnecessary wear on cutting components.
The good news? Proper preparation is straightforward. By standardizing a few key steps—removing contaminants, flattening and sizing cardboard correctly, and controlling moisture—your team can produce reliable, paper-based void fill with fewer interruptions and longer equipment life.
This practical guide walks you through the preparation workflow, common mistakes to avoid, and how to build a sustainable cardboard-to-void-fill process that works at scale.
Understand What Types of Cardboard Can Be Shredded
Before you create a prep SOP (standard operating procedure), your team needs a clear rule: not all cardboard behaves the same in a shredder. The fastest way to reduce jams is to pre-sort by structure and contamination level.
Common Cardboard Types Used in Packaging
Single-wall corrugated cardboard is the most common shipping box material and usually the easiest to shred. It feeds consistently, produces stable cushioning, and works well for day-to-day void fill needs.
Double-wall corrugated cardboard is thicker and denser. It can produce excellent cushioning output, but only if your shredder is designed for that thickness. If your unit is borderline, double-wall is where jams often begin—especially if you feed it folded or with tape-heavy seams.
Triple-wall cardboard is used for heavy products and industrial shipping. It may require a heavy-duty shredder with appropriate cutting design and power. If your operation receives triple-wall packaging occasionally, treat it as a separate stream: flatten it fully and feed it slowly, or cut it down into manageable sections.
Flat cardboard sheets vs. assembled boxes tend to shred more predictably than assembled cartons. For boxes, the weak point is often the corner folds and taped seams. Your prep process should focus on making boxes behave more like flat sheets.
Cardboard Materials to Avoid
Some materials can damage the shredder, create sticky residue, or compromise your void fill quality:
•Wax-coated cardboard (often used for produce or moisture protection): wax can clog cutting areas and reduce friction needed for consistent tearing/cutting.
•Laminated or plastic-lined cardboard (food and cold-chain packaging): plastic layers can wrap around shafts, increase jams, and contaminate paper-based output.
•Heavy coatings, excessive ink, or glossy printed board: may shred, but can reduce cushioning performance and increase dust/residue over time.
A simple rule works best for teams: If it doesn’t look and feel like standard corrugated shipping cardboard, quarantine it. Decide whether it goes to recycling, landfill, or a separate disposal stream—rather than forcing it through your shredder.
Remove Contaminants Before Shredding
Contaminants are the silent killers of shredder efficiency. They don’t always jam the machine immediately—but they gradually increase load, wear, and cleanup time
Staples, Metal Clips, and Fasteners
Metal is a primary cause of blade and shaft stress. Even if one staple passes through, repeated metal contact can chip or dull cutting edges, increase motor load (and heat), cause uneven shredding or tearing patterns, and create vibration and long-term alignment issues.
Best practices for high-volume operations:
•Make staple removal part of receiving or carton breakdown, not a last-minute task at the shredder.
•Provide operators with the right tool: staple remover, pliers, or a flat pry tool.
•Train staff to focus on common staple zones: bottom flaps, reinforced corners, and banded cartons.
If your business processes high volumes daily, you’ll get better results by standardizing an inspection step rather than relying on “someone will catch it.”
Tape, Labels, and Adhesives
Tape is everywhere: clear packing tape, reinforced filament tape, water-activated tape, and multiple label layers. Not all tape is equally problematic, but adhesive buildup is a frequent cause of poor performance over time.
•Reinforced filament tape is the biggest offender. Fiberglass strands can tangle and increase resistance.
•Large label clusters (especially over seams) can create thick spots that feed unevenly.
•Excess tape on folded edges increases stiffness and can trigger jams at the throat.
When tape can be tolerated: If your shredder is designed for packaging operations, small amounts of standard tape may be manageable. However, if you notice sticky residue, black marks, or reduced output uniformity, tighten your prep rules. A practical threshold is: remove tape when it forms thick bands, overlaps heavily, or sits on reinforced folds.
Other Foreign Objects to Watch For
These items often sneak in during fast-paced breakdown:
•Plastic straps / banding remnants
•Foam inserts or corner protectors
•Plastic film mixed with cardboard bundles
Foreign objects don’t just risk jams—they also contaminate your finished void fill, which can create customer complaints if plastic bits show up in outbound packaging.
Flatten and Size Cardboard Correctly
Once cardboard is “clean,” the next priority is geometry. Shredders perform best when fed a consistent thickness and width.

Cutting or Folding Oversized Cardboard
Every shredder has a maximum feed width and practical thickness limit. Oversized cartons can cause uneven feeding, especially when they enter at an angle.
For oversized material, adopt one of two rules:
•Cut down large cartons into panels that match the feed width.
•Fold once only if folding does not exceed thickness limits and does not create a hard taped edge.
In most operations, cutting is more consistent than folding—especially when cartons have multiple tape layers.
Warehouse-friendly tip: Keep a dedicated cutting station near the breakdown area (with safety cutter + bin for removed tape/plastic). Don’t push cutting work to the shredder operator at the last moment.
Feeding Cardboard Evenly
Even well-prepared cardboard can jam a shredder if it’s fed poorly.
•Avoid pushing a thick stack at once.
•Feed one sheet at a time (or a controlled small bundle) to keep load stable.
•Don’t “force” cardboard into the throat; if resistance rises, pause and re-orient the panel.
Signs your feeding pattern needs correction:
•Motor noise changes sharply when feeding
•Output becomes clumpy or inconsistent
•Frequent reversals or fault stops
•Cardboard repeatedly catches at the same spot
Check Cardboard Thickness and Density
Thickness is not just “single-wall vs double-wall.” Density varies by board grade, humidity, and construction.
Understanding Cardboard Thickness Limits
In real operations, thickness is “measured” by what your shredder can reliably process without slowing, heating, or jamming. Exceeding thickness limits causes higher torque demand, more heat and wear, uneven shredding (tearing instead of consistent cutting), and increased jam frequency.
If you want a simple operator-friendly guideline: When in doubt, feed slowly—never folded multiple times.
Mixing Different Cardboard Types
Mixing cardboard types can create a “lumpy feed” problem. For example, single-wall feeds easily, but double-wall sections create sudden resistance changes. That’s a classic jam trigger.
Recommended sorting practices:
•Maintain separate stacks for single-wall and double-wall if volumes are high.
•If sorting is not possible, feed double-wall pieces individually rather than mixing.
•Keep reinforced/tape-heavy cartons as a separate stream for extra prep.
Consistency beats speed here. The goal is stable production, not maximum feed rate at the cost of stoppages.
Prepare Cardboard for Different Shredding Applications
Different packaging uses require different output characteristics. Align your prep standards with what you need the output to do.
Cardboard for Void Fill and Cushioning
For void fill, consistency matters. Your goal is output that springs back (resilience), fills space effectively, and creates stable protection without collapsing.
Preparation priorities:
•Remove contaminants so output stays clean.
•Flatten and size consistently.
•Avoid wet material.
If output looks dense and flat rather than “fluffy,” your prep process may be feeding taped seams, overly thick panels, or damp cardboard.
Cardboard for Packing Wrap or Interleaving
If you use shredded cardboard as wrap or interleaving, you may want longer, more continuous strips, less fragmentation, and uniform panels as input.
Preparation priorities shift toward:
•Fewer cuts (where possible).
•Consistent panel orientation during feeding.
•Reduced mixed-density inputs.
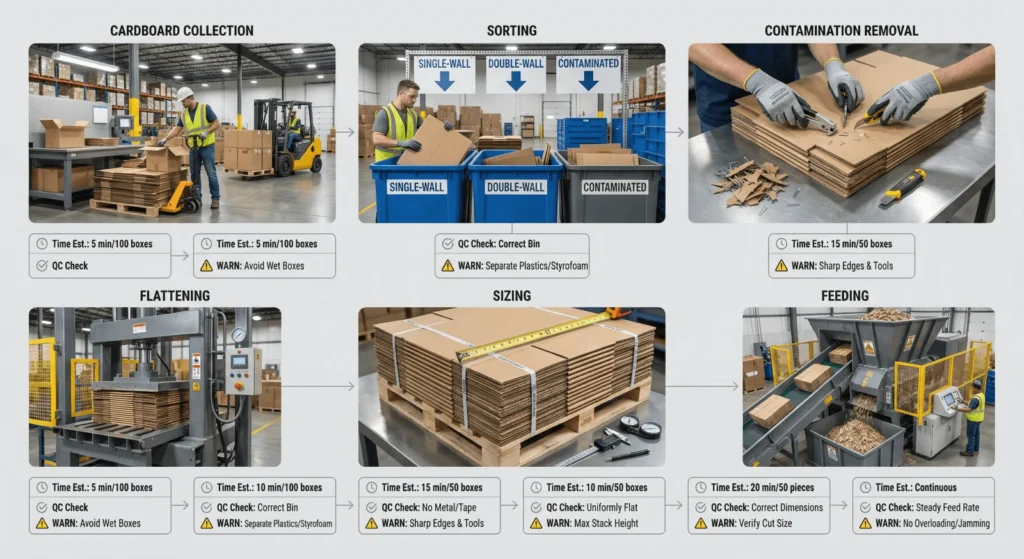
Complete Cardboard Preparation SOP Workflow
The following visual SOP summarizes the complete preparation process from collection to feeding:
Safety Considerations During Cardboard Preparation
Cardboard prep is deceptively risky: staples, sharp edges, repetitive motion, and rushing near equipment.
Workplace Safety During Preparation
•Wear appropriate gloves when handling staple-heavy cartons.
•Use ergonomic methods to avoid repetitive bending and twisting.
•Keep cutters safe and standardized (avoid random blades on the floor).
If your team prepares hundreds of cartons daily, minor ergonomic improvements can prevent real injuries and lost time.
Reducing Risk Before Feeding Cardboard
•Keep hands clear of feed openings at all times.
•Maintain a clean area around the shredder so operators are not stepping over waste.
•Post a simple prep checklist at the shredder: clean → flat → sized → dry.
Common Preparation Mistakes Businesses Should Avoid
Overloading the Shredder
Feeding more at once rarely increases productivity. It usually increases jams. Overloading causes abrupt load spikes, misfeeds, and stoppages that cost more time than “feeding slower.” A controlled feed rate with fewer interruptions will outperform “dump and hope” every time.
Skipping Preparation Steps to Save Time
Skipping staple removal or ignoring moisture can seem faster—until the machine stops, output quality drops, and operators spend time clearing blockages or cleaning residue. In business terms, this is a classic false economy: saving minutes upfront and losing hours later.
Ignoring Manufacturer Guidelines
Preparation standards vary by machine design and intended cardboard range. If your shredder is optimized for specific thickness or board types, follow those boundaries. Good preparation habits also support long-term reliability and help reduce service calls.
Operational Differences Between Manual and Industrial Shredding
A small office-style unit may require stricter prep: more cutting down, less tape, less thickness variation. Industrial shredders typically handle broader inputs, but they still benefit from clean, dry, consistent feeding—especially if your operation is running daily.
As a general business rule: The higher your daily volume, the more valuable a standardized preparation workflow becomes. It’s not about making operators work harder; it’s about making output predictable and reducing downtime.
Conclusion: Proper Preparation Leads to Better Shredding Results
Preparing cardboard before shredding is a small operational step with outsized impact. Standardize the steps (remove contaminants, flatten and size, control thickness, manage moisture), and your shredder will produce more reliable output with fewer interruptions.
If you’re building a more efficient packaging workflow, SelectPack can help you turn used cardboard into consistent, paper-based void fill. Explore our cardboard shredder options and see how to match capacity and output to your shipment profiles.
Related Resources:
•Cardboard Shredder vs Buying Void Fill: Cost & Sustainability Comparison
•How to Choose the Right Cardboard Shredder for Your Business
•Industrial Cardboard Shredder ROI: How Long Does It Take to Pay for Itself?
•Cardboard Shredder Output Types: Strip-Cut vs Mesh-Cut Cardboard for Packaging
•SelectPack Protective Packaging Solutions
Frequently Asked Questions
Q: Can I shred cardboard with tape and labels still on it?
A: Small amounts of standard packing tape may be tolerable, but heavy tape buildup, reinforced filament tape, or large label clusters should be removed. Adhesive residue can reduce shredding efficiency over time and contaminate your output. For best results, remove tape when it forms thick bands or overlaps heavily.
Q: What’s the maximum cardboard thickness my shredder can handle?
A: Thickness limits vary by machine design. Consult your shredder’s manual for the recommended thickness range. As a practical guideline, if you notice increased motor noise, reduced output uniformity, or frequent jams, you’re likely exceeding your machine’s comfortable operating range. When in doubt, feed more slowly or cut down thicker material.
Q: How do I prevent jams when feeding cardboard?
A: Feed one sheet at a time (or small controlled bundles) rather than pushing large stacks. Avoid mixing single-wall and double-wall cardboard in the same feed cycle. Remove all staples, metal clips, and heavy tape. Keep the feed opening clear and don’t force cardboard into the throat if you feel resistance—pause and re-orient the panel instead.
Q: Does moisture affect cardboard shredding?
A: Yes. Damp cardboard can stick to cutting components, reduce output consistency, and increase jams. Store cardboard in a dry area and avoid feeding material that has been exposed to water or high humidity. If your warehouse is humid, consider adding ventilation or dehumidification near your prep and shredding area.
References
1.SelectPack Cardboard Shredder Product Line — Industrial cardboard shredding equipment and specifications
2.Packaging Industry Best Practices for Waste Reduction — Industry standards for cardboard preparation and recycling
3.OSHA Guidelines for Workplace Safety with Packaging Equipment — Safety protocols for cardboard handling and machinery operation
4.Corrugated Cardboard Standards and Properties — Technical specifications for single-wall, double-wall, and triple-wall cardboard