Durante la temporada alta de pedidos de comercio electrónico, una falla inesperada en el equipo no solo detiene la línea de producción, sino que también reduce los márgenes de ganancia debido a la acumulación de pedidos, los retrasos en los envíos y las reseñas negativas de los clientes. En un almacén logístico de alto volumen, una sola hora de inactividad puede costar miles de dólares en pérdida de productividad. Solucionar eficazmente los problemas de las máquinas de embolsado requiere más que un simple juego de herramientas; exige un enfoque sistemático para distinguir entre una falla mecánica repentina y una disminución gradual del rendimiento.
Como experto de confianza en equipos de embalaje que presta servicios a más de 500 marcas de comercio electrónico a nivel mundial, SelectPack entiende que un rendimiento constante es la clave del éxito de su operación. Ya sea que esté gestionando una Sistema de bolsas enrollables de mesa o un ensacadora automática totalmente integrada, Esta guía le proporciona los pasos prácticos de diagnóstico necesarios para eliminar el tiempo de inactividad. Analizaremos cómo resolver problemas de integridad del sellado, solucionar atascos en la alimentación de bolsas y establecer una rutina de mantenimiento preventivo que mantenga su línea de envasado funcionando con la máxima eficiencia.
Conclusiones clave:
- Aprenda a identificar y solucionar los fallos de sellado más comunes en las máquinas de embolsado automáticas utilizadas para sobres de polietileno y embalajes de comercio electrónico.
- Domine los pasos de diagnóstico para resolver atascos en la alimentación de la película, errores de los sensores y caídas de presión neumática.
- Utilice nuestra tabla de referencia rápida de fallos para resolver problemas en el almacén en cuestión de minutos.
- Implemente un programa de mantenimiento estructurado que abarque días, semanas y meses para evitar tiempos de inactividad no planificados.
- Entienda cuándo tiene más sentido desde el punto de vista financiero modernizar su sistema de ensacado en lugar de seguir reparándolo.
¿Por qué mi ensacadora automática no sella correctamente?
Un sellado hermético es fundamental para un embalaje fiable en el comercio electrónico. Al utilizar bolsas de polietileno para proteger los productos durante el transporte, un sellado deficiente provoca daños en la mercancía, devoluciones costosas y una pérdida de confianza del cliente. Por otro lado, un sellado sobrecalentado puede perforar completamente la bolsa, desperdiciando material e interrumpiendo la producción. Al solucionar problemas de sellado en las máquinas de embolsado, es necesario evaluar sistemáticamente tanto los componentes mecánicos como los ajustes térmicos.
Cinta de teflón y elementos calefactores desgastados
La causa más común de un sellado deficiente es la cinta de teflón deteriorada sobre el elemento calefactor. La barrera de teflón actúa como una superficie antiadherente que impide que la bolsa de polietileno se derrita directamente sobre la barra calefactora metálica. Si observa que el sellado está arrugado, irregular o si la bolsa se pega a la mordaza después del sellado, inspeccione la cinta de teflón de inmediato. Una sección de cinta quemada o rota provocará una distribución desigual del calor a lo largo del ancho del sellado, lo que resultará en áreas con sellado insuficiente o excesivo.
De igual forma, el elemento calefactor se degrada con el tiempo debido a los ciclos térmicos repetidos. Si el sellado es deficiente a pesar de la configuración correcta de la temperatura, es posible que el cable calefactor de nicromo haya desarrollado un punto caliente o una interrupción parcial en el circuito. Estas microfallas generan inconsistencias de temperatura invisibles a simple vista, pero que se manifiestan de inmediato en la calidad del sellado. Reemplazar la cinta de teflón cada 2 a 4 semanas (según el volumen) e inspeccionar el elemento calefactor mensualmente debería ser su primer protocolo para mantener la calidad del sellado.
Calibración de temperatura incorrecta para diferentes materiales
Los distintos materiales de bolsas requieren perfiles térmicos específicos para lograr un sellado óptimo. Un sobre de polietileno de 3 milésimas de pulgada de grosor y alta resistencia requiere una temperatura de sellado significativamente mayor (entre 149 y 177 °C) y un tiempo de permanencia más prolongado en comparación con una bolsa ligera estándar de 2 milésimas de pulgada (entre 121 y 138 °C). Si recientemente cambió de material de embalaje —por ejemplo, pasando del polietileno estándar a sobres híbridos de papel y polietileno reciclables— sin ajustar la configuración de la máquina, es casi seguro que experimentará fallos de sellado.
Para solucionar esto, consulte la tabla de especificaciones de materiales de su ensacadora automática. Ajuste la temperatura en pequeños incrementos de 5 a 10 grados hasta lograr un sellado limpio y hermético, sin arrugas ni marcas de quemaduras. Realice una prueba con un lote de 10 a 15 bolsas y verifique la consistencia del sellado con una prueba de tracción manual. Las ensacadoras automáticas avanzadas SelectPack cuentan con controles de temperatura autocalibrables que detectan automáticamente el grosor de la película y ajustan los perfiles térmicos en tiempo real, lo que reduce significativamente la necesidad de intervención manual y calibración por ensayo y error.
Problemas con el sistema de refrigeración
Un factor que a menudo se pasa por alto en la calidad del sellado es el mecanismo de enfriamiento. Después de que el elemento calefactor crea el sellado, la barra de enfriamiento debe solidificar la unión antes de que la bolsa avance. Si el tiempo de enfriamiento es demasiado corto, el sellado se verá bien inicialmente, pero se despegará bajo tensión durante el transporte. Verifique que la barra de enfriamiento esté en contacto total con el área sellada y que el temporizador de espera esté configurado correctamente. En operaciones de alta velocidad que superan las 30 bolsas por minuto, un enfriamiento inadecuado es responsable de aproximadamente el 15% de todas las fallas relacionadas con el sellado.
¿Cómo solucionar los problemas de alimentación y atasco de bolsas?
Un proceso de alimentación de bolsas fluido es esencial para mantener un alto rendimiento en cualquier operación de envasado automatizada. Cuando una embolsadora automática no avanza la película correctamente o tiene dificultades para abrir la bolsa, toda la línea de envasado se detiene. En un centro de distribución de comercio electrónico con mucho volumen de trabajo, que procesa miles de pedidos por turno, incluso un atasco de 5 minutos puede generar un retraso considerable. La solución de estos problemas de alimentación suele implicar la revisión de tres sistemas clave: el mecanismo de tensión de la película, el sistema neumático de apertura de bolsas y la alineación del sensor óptico.

Seguimiento de película y control de tensión
Si la película de la bolsa enrollable se desvía hacia un lado o se alimenta de forma irregular, es probable que el sistema de control de tensión esté desequilibrado. Una tensión inadecuada provoca que las bolsas se desalineen con las mordazas de sellado, lo que resulta en sellos torcidos, cortes descentrados o atascos completos que requieren intervención manual para solucionarlos.
Comience verificando que el rollo de película esté correctamente colocado en el eje; incluso una desviación de 2 mm puede provocar un desplazamiento progresivo a lo largo de cientos de ciclos. Compruebe que los rodillos tensores se muevan libremente sin atascarse ni presentar zonas planas. Ajuste el freno de tensión para asegurar que la película se desenrolle suavemente, sin una resistencia excesiva (que provoca estiramiento) ni una holgura excesiva (que provoca amontonamiento). Si su máquina utiliza un sistema de bolsas preabiertas en rollo, asegúrese de que las perforaciones estén alineadas con el mecanismo de separación.
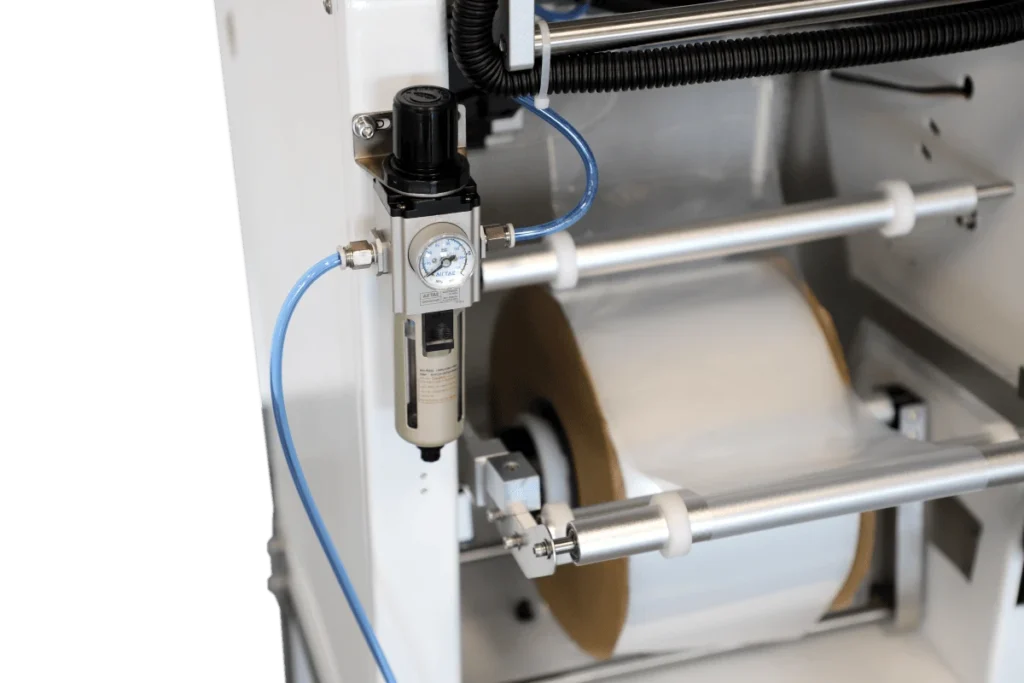
Boquillas de aire bloqueadas y baja presión neumática
Las ensacadoras automáticas dependen de una ráfaga de aire comprimido programada con precisión para abrir la bolsa antes de introducir el producto. Si la bolsa se abre solo parcialmente, se mueve sin inflarse por completo o no se abre en absoluto, el sistema neumático es el principal sospechoso. En almacenes con mucho polvo, especialmente aquellos que manipulan textiles, productos de papel o piezas pequeñas, las partículas finas pueden acumularse fácilmente en la pequeña abertura de la boquilla de aire durante un solo turno.
Primero, limpie la boquilla a fondo con un cepillo suave o con un chorro de aire limpio y seco de una fuente independiente. A continuación, compruebe el manómetro neumático en la entrada de la máquina. Si la presión del sistema cae por debajo del rango recomendado por el fabricante (normalmente de 60 a 80 PSI para las embolsadoras estándar de comercio electrónico), el chorro de aire no tendrá la fuerza necesaria para abrir completamente sobres de polietileno más pesados o bolsas acolchadas. Asegúrese de que el compresor de aire de sus instalaciones suministre un flujo constante sin fluctuaciones de presión durante los picos de uso e inspeccione todas las líneas de aire y los racores de conexión rápida en busca de microfugas. Una sola fuga de 1/16 de pulgada en una línea presurizada puede desperdiciar un caudal significativo y reducir la fuerza de apertura en 20% o más.
Sensores fotoeléctricos sucios o desalineados
Las modernas máquinas de embolsado utilizan sensores fotoeléctricos para detectar la marca de registro impresa en la película, indicándoles con precisión dónde detener la alimentación y dónde realizar el sellado. Estos sensores ópticos son extraordinariamente precisos, pero también muy sensibles a la contaminación ambiental. Si la máquina alimenta bolsas vacías de forma continua, corta a intervalos aleatorios o produce bolsas de longitud irregular, es probable que el sensor esté sucio o desalineado.
Una simple limpieza con un paño de microfibra sin pelusa y alcohol isopropílico puede solucionar aproximadamente 80% errores de alimentación relacionados con el sensor. Si la limpieza no resuelve el problema, compruebe que el sensor esté colocado a la distancia correcta de la superficie de la película y que las fuentes de luz ambiental (como la iluminación superior del almacén o las ventanas cercanas) no interfieran con la lectura óptica. Algunas instalaciones han comprobado que instalar una pequeña pantalla protectora alrededor del sensor elimina las falsas alarmas intermitentes causadas por los cambios en las condiciones de luz natural.
Guía de referencia rápida: Fallos comunes y soluciones
Para ayudar a sus operarios a resolver problemas rápidamente en el almacén, hemos elaborado esta tabla de referencia rápida. Imprima esta guía y colóquela cerca de su estación de ensacado para minimizar el tiempo de inactividad al solucionar problemas con la máquina de ensacado.
| Síntoma | Posible causa | Solución rápida |
| Sello débil o con fugas | Cinta de teflón desgastada o temperatura demasiado baja. | Reemplace la cinta de teflón; aumente la temperatura en incrementos de 5 °F y realice una prueba. |
| La bolsa se derrite o se quema. | Temperatura demasiado alta o tiempo de permanencia demasiado prolongado | Disminuya la temperatura de sellado; inspeccione la barra calefactora para detectar acumulación de residuos. |
| La bolsa no se abre. | Boquilla de aire obstruida o baja presión neumática. | Limpie la boquilla de aire con aire seco; verifique que la presión del sistema sea de 60-80 PSI. |
| Alimentación continua de bolsas vacías | Sensor fotoeléctrico sucio o desalineado | Limpie el sensor con alcohol isopropílico; realinee con la marca de registro. |
| Sellos torcidos o atascos de película | Tensión de película inadecuada o rollo desalineado | Ajuste el freno de tensión; vuelva a colocar el rollo de película correctamente en el eje. |
| Longitud de la bolsa inconsistente | Rodillos de alimentación desgastados o deslizamiento del codificador | Inspeccione los rodillos de alimentación para detectar posibles manchas; limpie la superficie de la rueda del codificador. |
| La máquina se detiene a mitad del ciclo. | Motor sobrecalentado o interruptor de seguridad activado. | Deje que el motor se enfríe; compruebe que todas las protecciones de seguridad estén correctamente cerradas. |
| Desalineación de impresión/etiqueta | Cabezal de impresión sucio o desviación del sensor de etiquetas | Limpie el cabezal de impresión térmica; recalibre la posición de dispensación de etiquetas. |
Lista de verificación definitiva para el mantenimiento preventivo
La consistencia es la clave de una operación profesional de logística para comercio electrónico. Implementar una rutina de mantenimiento preventivo estructurada es la forma más eficaz de evitar reparaciones de emergencia y prolongar la vida útil de sus equipos de empaquetado. El costo de 15 minutos de mantenimiento diario es insignificante en comparación con los miles de dólares que se pierden durante una parada imprevista de 3 horas.

Revisiones diarias del operador (5-10 minutos)
Antes de comenzar el primer turno de cada día, los operarios deben realizar una inspección visual y funcional rápida. Limpie el polvo, los restos de película y cualquier residuo de los sensores fotoeléctricos y del área de sellado. Compruebe que el regulador de presión de aire esté suministrando una presión constante dentro del rango especificado. Verifique que el rollo de película tenga suficiente material para el turno y que se desplace correctamente. Por último, vacíe el contenedor de residuos de película para evitar que el plástico suelto se enrede en los rodillos de accionamiento o interfiera con el mecanismo de separación de bolsas.
Tareas de mantenimiento semanales (30-45 minutos)
Una vez por semana, el equipo de mantenimiento debe realizar una inspección más exhaustiva de todos los componentes de desgaste. Examine la cinta de teflón y los elementos calefactores en busca de decoloración, grietas o desgaste irregular, reemplazándolos de forma preventiva en lugar de esperar a que fallen. Inspeccione todas las líneas neumáticas, conexiones y acoplamientos rápidos en busca de microfugas aplicando agua jabonosa y observando si se forman burbujas. Limpie las correas de transmisión y los rodillos de alimentación con un disolvente suave para eliminar cualquier residuo que pueda causar deslizamiento. Revise todas las conexiones eléctricas en busca de signos de corrosión o aflojamiento causados por la vibración de la máquina.
Mantenimiento profundo mensual (2-3 horas)
El mantenimiento mensual debe centrarse en la durabilidad mecánica y la precisión de calibración de todo el sistema. Lubrique todas las piezas móviles, puntos de pivote y cojinetes según las especificaciones del fabricante; tanto la lubricación excesiva como la insuficiente son perjudiciales. Recalibre los controladores de temperatura con un termopar externo para verificar que la temperatura mostrada coincida con la temperatura real de la mordaza. Pruebe todos los circuitos de parada de emergencia y los enclavamientos de seguridad para garantizar el cumplimiento de las normas de seguridad laboral. Revise el contador de ciclos de la máquina y compare el rendimiento real con la capacidad nominal para identificar cualquier degradación gradual del desempeño.
¿Cuándo reparar y cuándo actualizar su sistema de ensacado?
Cada máquina de envasado tiene una vida útil productiva definida. Si bien un mantenimiento constante prolonga la vida útil de su línea, llega un punto en que el costo acumulado de solucionar problemas en las máquinas de ensacado supera la inversión necesaria en nueva tecnología. Tomar esta decisión en el momento oportuno es fundamental para proteger su rentabilidad.
Señales de que es hora de actualizar
Debería considerar seriamente actualizar su equipo si se cumple alguna de las siguientes condiciones: Su máquina actual requiere reparaciones importantes de componentes (no de piezas de desgaste rutinarias) más de dos veces al mes. El tiempo de inactividad no planificado supera las 10% de sus horas de producción programadas. Su negocio de comercio electrónico está creciendo rápidamente, pero su máquina antigua no puede... Integración con sistemas de gestión de almacenes (WMS) modernos. Sistemas de gestión de almacenes, cintas transportadoras automatizadas o sistemas robóticos de recogida y colocación. El fabricante ha descatalogado las piezas de repuesto para su modelo, lo que le obliga a buscar costosos repuestos fabricados a medida.
El retorno de la inversión de las modernas máquinas de bagger para automóviles
La automatización moderna resuelve los problemas crónicos de mantenimiento al reemplazar los componentes mecánicos de alto desgaste con precisión electrónica y diseños simplificados. La última generación de ensacadoras automáticas SelectPack cuenta con cambios sin herramientas que reducen el tiempo de cambio de material de 15 minutos a menos de 2 minutos, controles térmicos autocalibrables que eliminan los ajustes manuales de temperatura y capacidades de integración perfectas con WMS que permiten flujos de trabajo automatizados desde el pedido hasta el empaquetado.
Actualizar a un sistema con certificación CE/ISO no solo elimina las frustraciones diarias, sino que también reduce significativamente el costo total de propiedad (TCO) en un horizonte de 5 años. Muchos clientes de SelectPack reportan una reducción de 30 a 40% en los costos de mano de obra de empaque y una tasa de tiempo de actividad de 95%+ después de actualizar desde equipos antiguos.
Preguntas frecuentes
¿Con qué frecuencia debo reemplazar la cinta de teflón de mi ensacadora automática?
Para operaciones de comercio electrónico de alto volumen que procesan más de 1000 bolsas por turno, la cinta de teflón debe inspeccionarse diariamente y reemplazarse cada 2 a 4 semanas. En operaciones de menor volumen, este intervalo puede extenderse a 6 a 8 semanas. El indicador clave es la calidad del sellado: si observa arrugas, adherencias o irregularidades, reemplace la cinta de inmediato en lugar de esperar a que falle por completo.
¿Qué presión (PSI) debe mantener el sistema neumático de mi ensacadora automática?
La mayoría de las ensacadoras automáticas estándar para comercio electrónico funcionan de forma óptima a una presión de entre 60 y 80 PSI. Sin embargo, las máquinas que manipulan materiales más pesados, como sobres acolchados o bolsas de polietileno gruesas, pueden requerir hasta 90 PSI para una apertura fiable de la bolsa. Consulte siempre el manual de su máquina y asegúrese de que el compresor de sus instalaciones pueda mantener una presión constante incluso durante los periodos de máxima demanda, cuando varias herramientas neumáticas puedan estar utilizando la misma fuente de alimentación.
¿Puedo usar repuestos de terceros para mi máquina embolsadora?
Si bien las piezas de terceros pueden ofrecer ahorros a corto plazo, a menudo provocan un desgaste acelerado de los componentes adyacentes y pueden anular la garantía del fabricante. Los componentes críticos, como los elementos calefactores, los sensores de temperatura y las correas de transmisión, siempre deben adquirirse del fabricante original o de un distribuidor autorizado para garantizar la precisión dimensional y la compatibilidad de los materiales. SelectPack ofrece repuestos originales con compatibilidad garantizada para todos nuestros sistemas de ensacado automático.
¿Cómo puedo saber si el motor de mi máquina embolsadora está fallando?
Los primeros indicios de deterioro del motor incluyen zumbidos o vibraciones inusuales durante el funcionamiento, una velocidad notablemente inferior a la nominal o que la carcasa del motor se caliente excesivamente al tacto. Si la máquina se detiene intermitentemente a mitad de ciclo y se reanuda tras enfriarse, es probable que se active la protección contra sobrecarga térmica del motor debido al deterioro del bobinado interno. Programe una inspección profesional antes de que una avería total del motor provoque un tiempo de inactividad prolongado.
¿Cuál es la vida útil típica de una máquina ensacadora automática?
Una ensacadora automática bien mantenida de un fabricante de renombre debería ofrecer entre 7 y 10 años de servicio fiable en un entorno estándar de preparación de pedidos de comercio electrónico. Las máquinas que operan en condiciones adversas (temperaturas extremas, mucho polvo, entornos corrosivos) pueden tener una vida útil más corta. El factor clave es el cumplimiento del programa de mantenimiento preventivo: las instalaciones que siguen una rutina estructurada diaria, semanal y mensual logran de forma constante una vida útil de los equipos entre 30 y 50% mayor que aquellas que solo realizan reparaciones reactivas.
Conclusión
Dominar el arte de solucionar problemas en las máquinas de embolsado garantiza que su planta mantenga un rendimiento constante, proteja sus márgenes de beneficio y ofrezca la fiabilidad de envío que sus clientes esperan. Al identificar el desgaste mecánico a tiempo, utilizar nuestra tabla de referencia rápida de fallos para un diagnóstico rápido en planta y seguir un estricto programa de mantenimiento preventivo, podrá evitar costosos tiempos de inactividad y mantener su logística de comercio electrónico funcionando sin problemas durante cada temporada alta.
Recuerda: el mantenimiento más costoso es el que no se realiza. Una inspección diaria de 15 minutos prácticamente no cuesta nada, pero evita las catastróficas paradas de 3 horas que cuestan miles de dólares.
¿Los atascos frecuentes y los sellos débiles están ralentizando su línea de envasado? Quizás sea el momento de una evaluación profesional. Póngase en contacto hoy mismo con el equipo de ingeniería de SelectPack para solicitar una auditoría gratuita de la eficiencia de su línea de envasado y descubra cómo nuestra soluciones de embalaje bajo demanda Puede optimizar su operación para lograr el máximo rendimiento y el mínimo tiempo de inactividad.